Increasing CO2 concentration in coconut increased photosynthesis (Pn) by 45% which, resulted in high biomass accumulation, thus improved the whole plant water use efficiency (WUE). The impact of high temperature (Tmax) around 39oC against 36oC in control was quite severe on Pn, leaf Ψ and biomass accumulation. Similarly, water deficit at 50% FC resulted in significant decline of Pn, leaf area and biomass and the effect was high in interaction with high temperature. [ECO2] could ameliorate the negative effect of high temperature and water deficit stress to certain extent.
Effect of elevated CO2 [ECO2] 550 and 700 ppm CO2 on MYD coconut seedlings
Effect of elevated temperature (ET) and ET+ [ECO2] 550 ppm on MYD coconut seedlings
An in vitro pollen germination technique was used to screen coconut genotypes tolerant to high temperature. In general, tall cultivars FMST, WCT, LCT, dwarf cultivar COD and hybrids showed better adaptability to high temperature while dwarf cultivar MYD was the least adaptable. The genotypes with higher Tmax for pollen germination and tube growth might be more tolerant to high temperature stress during flowering.
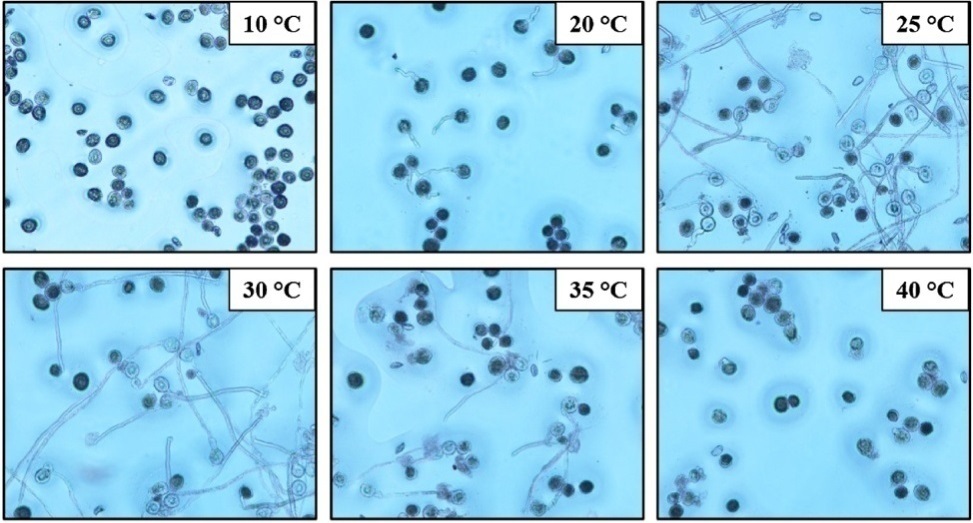
In-vitro pollen germination of coconut cultivars subjected to high temperature
Growth and most of the physiological and biochemical parameters were almost on par up to 10% substation of sea water from control. At 25% and beyond the above parameters were significantly reduced thus suggesting that dwarf variety like MGD could tolerate up to 10% substitution of sea water.

Response of hydroponically grown coconut seedlings to different levels of sea water substitution (control through 75% substitution of nutrient solution)
From coconut testa, a by-product of coconut processing industries, a total of 26 anthocyanin compounds were identified (comprising 9 cyanidin derivatives; 2 peonidin derivatives, 3 delphinidin derivatives, 3 petunidin derivatives, 3 malvidin derivatives and 6 pelargonidin derivatives) using UPLC-MS/MS. Most of these anthocyanins identified are reported to possess anti-inflammatory, anti-obese, anti-diabetic, anti-oxidant and radiation -protection properties.
Nutritional composition of coconut haustorium revealed that it is composed of 66% carbohydrates, with approximately 64% is soluble sugars and a considerable amount of dietary fibre and mineral nutrients. It is rich source of phenolics and has high antioxidant capacity. It can be used in baby food formulations for those who affected by lactose intolerance.
To collect hygienic and unfermented sap a ‘coconut sap chiller’ was developed and the subsequent cold chain system developed enabled its storing, transport and marketing. Adoption of scientific way of tapping palm trees, processing and its organised marketing found to enhance the income of the farmers from six to eight fold as compared to the traditional way of using palm trees.

Mechanization of farm operations, post harvest processing for value addition and product diversification

Spray dried kalparasa powder was developed for the preservation of kalparasa.

A technology for the preservation by pasteurization and bottling of kalparasa was developed.
Methodology for the preparation of fresh coconut inflorescence sap (Kalparasa) based milk sweets (Kalparsa-Kalakand, Kalparasa-peda, Kalparasa-Sandesh, Kalparasa-Kachagolla) has been standardised.

A coconut sugar based chocolate (Kalpa Choco/Kalpa Bar Dark Chocolate and Kalpa Drinking Chocolate), purely with plant based ingredients (cocoa powder, coconut sugar, natural vanilla extract and sunflower lecithin), has been developed.
A delicacy called tender nut water jelly has been prepared from tender coconut water with the addition of a gelling agent.

An ideal combination of coconut sugar, cocoa powder and cocoa butter was standardized for preparation of homemade chocolate devoid of dairy products. A complete processing protocol (consisting of fermentation, drying, roasting and winnowing of cocoa beans, refining of nibs with coconut sugar and cocoa butter, tempering, moulding, refrigeration, demoulding, packaging and storage) for the preparation of bean to bar chocolate using coconut sugar was standardized.

Protocol for coconut milk-based paneer was standardized using second and third extractions of coconut milk followed by blending with different protein sources such as soy milk, dairy milk, egg albumin and skim milk powder in optimized concentration.

Coconut shell removing machine (150 nuts/h capacity) was designed, fabricated, evaluated, commercialized and transferred to stakeholders.

An ideal combination of coconut sugar, cocoa powder and cocoa butter was standardized for preparation of homemade chocolate devoid of dairy products. A complete processing protocol (consisting of fermentation, drying, roasting and winnowing of cocoa beans, refining of nibs with coconut sugar and cocoa butter, tempering, moulding, refrigeration, demoulding, packaging and storage) for the preparation of bean to bar chocolate using coconut sugar was standardized.

A pilot level (5-15 kg/h) process and technology for the production of extrudate from coconut milk residue and virgin coconut oil cake have been evaluated at CIFT, Kochi and CIPHET, Ludhiana. Virgin coconut oil cake based muffins were developed.

Coconut milk residue based pasta, fried snacks, biscuits and rusk were developed.

Coconut milk powder using 4% sodium caseinate and 17.5% maltodextrin has been standardized with at least three months shelf life under ambient condition.
 A complete package of technology for the production of extrudates from the different combinations of coconut milk residue, virgin coconut oil cake, coconut haustorium, maize, broken rice and millets has been developed, demonstrated, commercially launched in the name of ‘Kalpa Krunch’ and successfully transferred to two entrepreneurs.
A complete package of technology for the production of extrudates from the different combinations of coconut milk residue, virgin coconut oil cake, coconut haustorium, maize, broken rice and millets has been developed, demonstrated, commercially launched in the name of ‘Kalpa Krunch’ and successfully transferred to two entrepreneurs.
A complete package of technology for the production of coconut milk, coconut sugar, tender coconut water and tender coconut pulp based frozen delicacy (ice cream) has been developed, demonstrated and successfully transferred to three entrepreneurs.



ICAR-CPCRI in collaboration with ASPEE Mumbai has developed a tractor mounted air blast sprayer prototype, which delivers the fungicide solution to a height of 30 m which is effective in well laid out gardens under arecanut monocropping system.
A prototype of the air blast sprayer mounted on a mini tractor, operated by the power taken from its PTO, has been developed.
Spraying of plant protection chemicals could be done form the ground and the spray could reach a height of 30m.
Loose Boulder Check Dam (LBCD) constructed using boulders from the near vicinity of the checkdam and Dry Rubble Check Dam (DRCD) constructed using blasted granite stones bought from nearby granite quarries were studied.
Stability of LBCD (only 19% was intact) was much inferior to that of DRCD (43% was intact). Among the different methods of construction, the cement concreting provided at the top of the checkdam improved its strength
The study revealed that the irrigation water potential and the local groundwater potential increased due to the construction of check dams.
Ghosh DK, Apurba B, Dey, B., Ghosh K, Hebbar KB and Chowdappa P. Method of the Preparation of fresh coconut inflorescence sap (Kalparasa) based sweets. Patent Filed No: E-12/50/2016-KOL; Commercialized to sweet maker Pilu Modak in West Bengal.
K.B. Hebbar & P. Chowdappa: Method for aseptic extraction of tender nut water as frozen ball and soft endosperm (kernel) from trimmed young coconut. E-12/449/2018/CHE. Not yet commercialized.
Low-fat coconut milk extracted from coconut flour, a by-product of virgin coconut oil processing, was utilized for developing ready-to-drink flavoured coconut milk. The formulation was standardized by optimizing pH, fat content, sweetness, emulsifier concentration, skimmed milk powder, colour, and flavour. The optimized product consisted of the second extract of coconut flour standardized to 4% fat, enriched with almond (badam) or curcumin flavour. The proximate composition of the flavoured coconut milk was: moisture 82.45%, fat 4.17%, carbohydrates 9.62%, protein 2.85%, and ash 0.92%, contributing a total energy value of 94 kcal. The product also has total phenolic content of 2333 µg mL⁻¹ and antioxidant activities of DPPH: 2775 µg TE mL⁻¹ and FRAP: 95.85 µg TE mL⁻¹. Shelf-life evaluation revealed that pasteurized flavoured coconut milk remained stable for 18 days, while the sterilized product could be stored up to 6 months under refrigerated conditions.


Bean-to-bar dark chocolate is traditionally produced using cocoa nibs, cocoa butter, and sugar. However, the high cost and limited availability of cocoa butter present challenges to sustainable production. To overcome this, coconut milk residue (CMR) was incorporated at varying levels (0, 5, 10, 15, and 20%) as a cost-effective, fiber-rich alternative in chocolate formulations. The chocolates were evaluated for proximate composition, functional quality parameters, mineral content, sensory characteristics, texture, and colour attributes. Incorporation of CMR resulted in reduced antioxidant potential but significantly improved fiber content and overall sensory acceptability. Among the tested formulations, chocolate containing 10% CMR exhibited the most desirable quality attributes, making it a promising option for economical bean-to-bar chocolate production. The proximate composition of the optimized formulation was: moisture 1.58 ± 0.09%, crude fat 38.09 ± 0.25%, total carbohydrates 49.99 ± 0.07%, crude protein 8.25 ± 0.04%, ash 1.86 ± 0.14%, and fiber 10.68 ± 0.71%. Colour analysis (L*, a*, b* values) confirmed a darker appearance, while stability was maintained under ambient storage conditions. The optimized chocolate formulation contained 60% cocoa nibs, 10% CMR, and 30% sugar.
Chocolate made with 60% cocoa nibs, 10% CMR and 30% sugar
The fortification of coconut milk-based frozen delicacy (ice cream) with natural spices—cinnamon, clove, and cardamom was attempted. Three formulations were developed, each incorporating 1% of the respective spice, and evaluated for standard ice cream quality parameters including pH, titratable acidity, density, overrun, and sensory attributes. Among the variants, the cinnamon-flavoured ice cream demonstrated superior overall acceptability. In addition to improved sensory quality, the spiced formulations exhibited enhanced functional properties. The total phenolic content (TPC) reached 48.74 ± 100.79 mg GAE per 100 g, along with an increase in DPPH radical scavenging activity, indicating higher antioxidant potential.

The rotary drum with a flavour-coating function is an advanced machine developed for simultaneous dehydration and flavour application in coconut chips. With a handling capacity of 5–7 kg of coconut slices, it is particularly suited for producing salted and spicy coconut chips. Experimental trials showed that dehydrating 0.5 kg of coconut slices required approximately 25–30 minutes. The system comprises a stainless steel rotary drum (capacity: 7 kg) driven by a 0.5 hp motor operating at 30 rpm, and a 1 kW heating coil that supplies hot air at a velocity of 0.1 m/s. Using this setup, the production of 5 kg of coconut chips can be done in around 2 hours. In comparison, the conventional method requires a 4 kW heating coil running for nearly 6 hours to process 10 kg of chips. Thus, the rotary drum unit achieves about a 50% reduction in both drying time and energy consumption, while also enabling uniform flavour coating of the product.

A comparative study of hot-air drying (HAD), infrared drying (IRD), and infrared-assisted hot-air drying (IRAHAD) was conducted to improve copra quality. The trials, carried out at 50–70 °C with 2 m/s air velocity, revealed that IRAHAD at 60 °C offered the best results. This method not only doubled the drying rate compared to HAD and IRD but also preserved a fat content of 68.4%, crucial for oil extraction. Coconut oil derived from IRAHAD-dried copra showed zero peroxide value, confirming its superior quality. The oil further exhibited improved physical and biochemical properties such as specific gravity, refractive index, low moisture, higher antioxidant capacity, and greater total phenolic content. Overall, IRAHAD at 60 °C ensures faster drying, reduced energy demand, and higher-quality oil, positioning it as a practical and efficient technology for copra processing industries.